| | En préparation chez nous: Projet de monotype F3B «Beep Beep» |  |
|
+68Thomas GUIRAUD Gaëtan de Ruffray F.LUTZ jm.leprovost Lara Micchel prondel Allan Steeve Fred Gainot jérôme_LAMBERT jerome brossard Denis Beber Daniel stephane nadler ygoan lfournier_yoyo I Herrera patrick_83 julien62 michel85 stephan claude matthieu b Barreau Gerard bonhomme yannick ced_toulouse C.Christian goan Lascombes Cédric jeremy_lagrue olivier.N J'm BBR frederic vandriessche Yannick Krust osegouin JC-FRANCISCO Drian Patrick RENAULT lipare NicolasM Christophe Bourdon c h r i s t o p h e BenjaminB Dominique Rotteleur Jean-Luc DELORT Marc PUJOL Norbert stefmog blancoloic Fabrice ESTIVALS bataillé père JC Tourniaire Nicolas C Daniel 86 delzenne Julien GOURDET jean stephan Nicolas Ridray Jean-Philippe Krust Michel Castel Laurent arno sourisse Fabrice BOURDAIS Frédérix pizanti .t rudy jdmodel Joel Carlin LaurentP sylvain 72 participants |
|
| Auteur | Message |
|---|
LaurentP
pilote d'or


Nombre de messages : 1179
Age : 49
Localisation : PARIS
Date d'inscription : 16/09/2008
 |  Sujet: Re: En préparation chez nous: Projet de monotype F3B «Beep Beep» Sujet: Re: En préparation chez nous: Projet de monotype F3B «Beep Beep»  Mar 3 Sep 2013 - 11:28 Mar 3 Sep 2013 - 11:28 | |
| - Dominique Rotteleur a écrit:
- Salut Laurent,
Pour le Bigood, j'utilise de la résine 2015, catalyseur 2014 et comme démoulant du PVA avec la cire associée.
Avant de commencer la stratification, je chauffe les moules, la résine, les tissus,les rouleaux, pinceaux, tout ce qui touche à la résine à 40° dans une étuve.
Je prépare plusieurs petites doses de résine que je mélange au fil de l'avancement du travail.
Avec FAFA, on souhaite changer de démoulant mais je pense qu'il faudra quelques essais avant de bien maîtriser. Changer un seul paramètre produit des effets collatéraux imprévisibles. Pour valider les changements, on fera des éprouvettes pour ne pas gaspiller trop de matière.
Courage, on est avec vous.
Le Druide Mettez-vous à étuver après avoir stratifié et si oui à quelle température et pendant combien de temps? Je pense que notre démoulant fonctionne bien et que c'est la combinaison résine + étuvage + PMMA qui pose problème et que les démoulages qui sont apparus ne se seraient pas produits avec une bonne combinaison de ces 3 paramètres. En résumé, du fait du PMMA il ne faut pas étuver à une température supérieure à disons 40°C (à valider). Pour cela, il faut trouver la résine qui va bien. Idéalement si il était possible de ne pas étuver du tout. | |
|
 | |
arno sourisse
pilote d'or

Nombre de messages : 838
Age : 55
Localisation : Baden
Date d'inscription : 10/04/2009
| | Sujet: Re: En préparation chez nous: Projet de monotype F3B «Beep Beep» Mar 3 Sep 2013 - 12:16 | |
| comme le dit Dominique ( salut) tout porter a température et y resté est la solution comme ça pas de problème de dilatation et une cuisson longue durée styl 70 heures a 40° pour compenser le fait de ne pas monter a 60° plus une descente des plus progressive de la t°
le plus dur c' est la température:twisted:
le prochain coup ne cire pas les moules c' est du démoulent permanent ou une petite couche mais vit fait | |
|
| | |
Dominique Rotteleur
pilote d'or
Nombre de messages : 793
Localisation : Orvault 44700
Date d'inscription : 31/07/2008
| | Sujet: Re: En préparation chez nous: Projet de monotype F3B «Beep Beep» Mar 3 Sep 2013 - 12:48 | |
| Le moule reste à 40° pendant 8h puis je le sors de l'étuve pour démouler au bout de 48H. La descente en température est donc très lente. Il est important pour démouler que tout soit à température ambiante entre 18 et 20°. Le démoulage se fait à l'air comprimé (5 bars) si le film de PVA n'a pas été déchiré au moulage n'est ce pas FAFA!!!!!
Cordialement
Le Druide | |
|
| | |
Laurent
Admin

Nombre de messages : 3759
Age : 44
Localisation : Toulouse
Date d'inscription : 01/11/2007
| | Sujet: Re: En préparation chez nous: Projet de monotype F3B «Beep Beep» Mar 3 Sep 2013 - 13:33 | |
| aujourd'hui, tu drappes, puis tu chauffes --> le moule se dilate et tire sur le carbone qui lui ne bouge pas. Il polymerise comme ça, bien tendu. Au refroidissement, c'est le drame.
Tu ne peux pas étuver une aile finie car elle va se déformer. C'est l'interet de la garder dans le moule, et plus particulièrement en demi moule car les faces ne sont pas rigides -> pas de risque.
Chauffer les moules est une solution, mais il faudrait ouvrir les moules chauds sinon il y a un risque de casser l'aile au refroidissement. Attention une aile de F3B est beaucoup plus rigide qu'une de F3K.
A mon avis, le plus simple reste quand même d'utiliser des resine moins contraignantes sur la température. , genre 30° maxi, quitte à laisser l'aile sècher 2 jours...
As tu calculer la dilatation du pmma sur 170cm ? C'est peu être un faux probleme....
Quand on utilise un moule comme ça la première fois, il est de bon ton de faire une aile basique en fibre de verre pour vérifier les épaisseurs, que tout tombe en face ... avant de jeter plusieurs centaines d'euros. Mais ça prend du temps...
_________________
La diplomatie ? C'est pas la science des dinosaures ça ? j'ai du l'apprendre à l'ecole si c'est ça !
| |
|
| | |
stefmog
pilote d'or

Nombre de messages : 4073
Age : 51
Localisation : Besançon
Date d'inscription : 24/01/2008
| | Sujet: Re: En préparation chez nous: Projet de monotype F3B «Beep Beep» Mar 3 Sep 2013 - 13:54 | |
| Coefficient de dilatation Thermique du PMMA : environ 0.7x (10-5)/°k entre 20 et 10°C
Ce qui nous fais donc: 0,070mm/Mètre/°C ( l'unité en degré °K et °C étant la même)
Ce qui nous donnerait entre 20°c et 65°c par exemple 5mm pour une longueur initiale de 1,60M et 0.8mm pour une largeur initiale de 250mm.
Ceci est pour un PMMA coulé de qualité industriel et dans le meilleur des cas. ( je pense que cela peut bouger un peu plus par expérience)
Voilà,
| |
|
| | |
Laurent
Admin
Nombre de messages : 3759
Age : 44
Localisation : Toulouse
Date d'inscription : 01/11/2007
| | Sujet: Re: En préparation chez nous: Projet de monotype F3B «Beep Beep» Mar 3 Sep 2013 - 14:15 | |
| en fait je crois que c'est plutôt 0.7x (10-4) soit 0.007mm/m /° ce qui reste beaucoup... plusieurs millimetres pour 45°C
Alors en admettant que ta structure metallique ait freiné la dilatation (vérifies la tête des fix), il a du se passer des choses localement.
_________________
La diplomatie ? C'est pas la science des dinosaures ça ? j'ai du l'apprendre à l'ecole si c'est ça !
| |
|
| | |
sylvain
pilote d'or

Nombre de messages : 2809
Age : 71
Localisation : leguevin
Date d'inscription : 07/11/2007
| | Sujet: Re: En préparation chez nous: Projet de monotype F3B «Beep Beep» Mar 3 Sep 2013 - 14:16 | |
| Je reste persuadé que mes copains vont trouver la bonne solution pour bien utiliser le PMMA.
Personnellement, étant un poil plus inquiet naturellement, j'ai prévu après la phase prototype de prendre l'empreinte et de refaire un moule classique. C'est du boulot en plus mais je reviendrais en territoire connu.
Nous pouvons être victimes de notre succès et les moules risquent d'être sollicités. De ce point de vue, même si on peut toujours prendre des précautions, un moule en PMMA pour plus de 10 pièces peut fonctionner mais pour la tenue dans le temps, je serais plus tranquille autrement.
Qui plus est, les quelques défauts que l'on aperçoit dans le moule disparaitront facilement sur le positif et le moule définitif pourrait bien s’avérer plus propre.
Le temps est une notion variable car chaque petit loupé est un peu décourageant et prend aussi du temps. Il faut trouver le bon compromis entre nouveauté et risques ...
Ca m'étonnerait que je puisse fermer avant La Roche car je n'ai pas de temps. Par contre, la résine à T° ambiante n'a pas provoqué de déformations et les longerons sont déjà collés sur les demi coquilles d'extrados. Les problèmes toujours possible de dilatation n'ont rien provoqué de particulier alors qu'avec semelles et longerons, cela aurait aussi pu provoquer un démoulage. A contrario, comme je n'ai pas le même démoulant (Trois couches de QZ11 et 7 couches de mirror glaze), rien ne prouve à l'avance que le démoulage sera facile. (le vernis sous le orange fluo semble donner une accroche supérieure aux autres couleurs qui ont l'air de démouler normalement au détourage).
Un proto, c'est pour tester... mais si ça peut être bien du premier coup, je signe.
Moet Annecy
| |
|
| | |
stefmog
pilote d'or
Nombre de messages : 4073
Age : 51
Localisation : Besançon
Date d'inscription : 24/01/2008
| | Sujet: Re: En préparation chez nous: Projet de monotype F3B «Beep Beep» Mar 3 Sep 2013 - 16:23 | |
| - Laurent a écrit:
- 0.7x (10-4) soit 0.007mm/mm /°
 euhhhhhhhhh 0,7 x10-4 pour moi cela fait 0.0007mm/mm/°C .....NON ? c'est donc encore plus que ma valeur trouvé chez un fabricant de PMMA coulé. Et c'est la même unité entre la variation et la longueur initiale. Soit bien 0,070mm par Mètre et par degré !!!  | |
|
| | |
Laurent
Admin
Nombre de messages : 3759
Age : 44
Localisation : Toulouse
Date d'inscription : 01/11/2007
| | Sujet: Re: En préparation chez nous: Projet de monotype F3B «Beep Beep» Mar 3 Sep 2013 - 16:34 | |
| 0.7*10^-4m ça fait plutôt 0.00007m soit 0.07mm/m/c°. Y avait un 0 en trop dans le (mon) lot. Je reste étonné de la dilatation énorme 
_________________
La diplomatie ? C'est pas la science des dinosaures ça ? j'ai du l'apprendre à l'ecole si c'est ça !
| |
|
| | |
sylvain
pilote d'or
Nombre de messages : 2809
Age : 71
Localisation : leguevin
Date d'inscription : 07/11/2007
| | Sujet: Re: En préparation chez nous: Projet de monotype F3B «Beep Beep» Mar 3 Sep 2013 - 17:03 | |
| Vérification de la formule à faire pour savoir si on parle en écart de ° ou pas.
Si on parle en écart de °, il faut trouver l'écart entre la mesure à l'ambiant et la mesure à 40°, 50° ou 60° suivant ce que l'on pense chauffer. On joue sur un facteur 2 si c'est l'écart qui nous intéresse (seulement 20° d' élévation entre 20 et 40°)
Vérification des puissances de10 et de l'unité de départ (Mètre ou mm) pour rassurer les matheux SVP.
Je ne pense pas qu'on arrive à des valeurs supérieures à quelques 1/10° de mm sur 1m75 sinon personne n'utiliserait ce produit !
| |
|
| | |
arno sourisse
pilote d'or
Nombre de messages : 838
Age : 55
Localisation : Baden
Date d'inscription : 10/04/2009
| | Sujet: Re: En préparation chez nous: Projet de monotype F3B «Beep Beep» Mar 3 Sep 2013 - 17:22 | |
| aller pour donner du courage le stab balsa est sorti du moule ça brille comme un target c'est raide comme la justice et ça fait 31 gr   " /> je n' est jamais toucher un stab aussi raide . le double carbone est pas pret de vriller , ont en fera un soc de charrue  " />  " /> | |
|
| | |
Laurent
Admin
Nombre de messages : 3759
Age : 44
Localisation : Toulouse
Date d'inscription : 01/11/2007
| | Sujet: Re: En préparation chez nous: Projet de monotype F3B «Beep Beep» Mar 3 Sep 2013 - 17:25 | |
| dans la formule du calcul de dilatation, on parle de delta T°. Donc 60-20 = 40°
Après on peut dire que le delta n'est que de 20° si on veut, cela laisse encore 2.5mm de dilatation... quand le pmma est libre (Vs cadre métalique) .
Puis le delta doit être considéré avec le matériau chaud à coeur...
Dans tous les cas, si tu as plus d'un mm sur 1.6m je pense que tu démoules...ou tu ondules au démoulage.
Le plus sage serait de faire un essai sans chauffer.
Le PMMA est très utilisé en aéronautique (surface transparente, les hublots quoi... pas le pare brise) mais je ne crois pas qu'il soit utilisé pour le moulage à chaud.
_________________
La diplomatie ? C'est pas la science des dinosaures ça ? j'ai du l'apprendre à l'ecole si c'est ça !
| |
|
| | |
Lascombes Cédric
pilote d'or

Nombre de messages : 644
Age : 37
Localisation : Chateaubourg 35
Date d'inscription : 06/11/2007
| | Sujet: Re: En préparation chez nous: Projet de monotype F3B «Beep Beep» Mar 3 Sep 2013 - 18:46 | |
| | |
|
| | |
Dominique Rotteleur
pilote d'or
Nombre de messages : 793
Localisation : Orvault 44700
Date d'inscription : 31/07/2008
| | Sujet: Re: En préparation chez nous: Projet de monotype F3B «Beep Beep» Mar 3 Sep 2013 - 19:58 | |
| | |
|
| | |
Fabrice BOURDAIS
pilote d'or

Nombre de messages : 874
Age : 50
Localisation : RENNES
Date d'inscription : 10/11/2007
| | Sujet: Re: En préparation chez nous: Projet de monotype F3B «Beep Beep» Mar 3 Sep 2013 - 21:18 | |
|
Dernière édition par Fabrice BOURDAIS le Mer 4 Sep 2013 - 11:43, édité 1 fois | |
|
| | |
goan
rooky
Nombre de messages : 4
Localisation : saint aignan de grand lieu
Date d'inscription : 05/03/2011
| | Sujet: Re: En préparation chez nous: Projet de monotype F3B «Beep Beep» Mar 3 Sep 2013 - 22:00 | |
| bravo ARNO belle réussite, à reproduire XXX fois
Michel | |
|
| | |
LaurentP
pilote d'or
Nombre de messages : 1179
Age : 49
Localisation : PARIS
Date d'inscription : 16/09/2008
| | Sujet: Re: En préparation chez nous: Projet de monotype F3B «Beep Beep» Mer 4 Sep 2013 - 1:26 | |
| Super Arnaud!!! Ca prouve qu'on peut arriver à un beau résultat avec cette matière. Je t'ai envoyé les cotes pour les decoupes du volet par email. J'attends la sortie du double carbone avec impatience :-)
Cet après-midi nettoyage des moules d'intrados (2h30 de boulot quand meme... :-( ). Le moule est nickel heureusement.
Les planches de PMMA sont fixées aux barres metalliques par des vis dont le diamètre est inférieur aux trous percés que ce soit dans le PMMA ou l'acier. Ca a tres certainement permis aux différentes dilatations de se faire sans poser de problème au moule.
| |
|
| | |
jean stephan
Pilote pro


Nombre de messages : 200
Age : 87
Localisation : arc-les-gray
Date d'inscription : 20/12/2008
| | Sujet: En préparation chez nous: Projet de monotype F3B «Beep Beep» Mer 4 Sep 2013 - 11:37 | |
| bonjour a tous je suis votre travail depuis un bon moment et je me régale de vous lire:cheers: , pour nous cela fait plus de 2 ans que nous n'avons pas moulé . je suis étonné par deux choses :  - je n'aurais usiné qu'un jeu de moules en PMMA, le tester avec précaution, puis réaliser des contre moules stables et solides pour que chacun puisse faire son jeu de moules sur ceux-ci. Ce n'est que mon avis qui vaut peut être pas mieux que votre méthode.  -pourquoi ne pas utiliser pour préparer les moules que de la cire, sans passer par l'alcool polyvinylique, comme le font les pro !! nos moules non subit que ce traitement et nous en sommes a plus de vingt modèles (des casses presque volontaire "essai résistance" , des pertes radio, des arbres!! moi qui voit mal au loin..)  " moule résine polyester" bref je dis peut-être des conneries et votre équipe est surement plus performante que l'équipe papy stef et fils, vous allez arrivés au succès que vous attendez malgré les petits problèmes du début. nous utilisons des produits "sicomin" résine SR1700, durcisseur 2803 temps de prise a 20° 1h58, peinture auto, cire FINISH KARE 1100P si j'arrive a joindre la fiche technique........j'en doute. il me tarde de suivre la suite de votre travail d'équipe et bientôt les commentaires des premiers vols courage a toutes les équipes mouleurs.  je n'arrive pas a inclure le fichier adobe des caractéristiques de la SR 1700 ( papy pas bon en informatique......?) | |
|
| | |
sylvain
pilote d'or
Nombre de messages : 2809
Age : 71
Localisation : leguevin
Date d'inscription : 07/11/2007
| | Sujet: Re: En préparation chez nous: Projet de monotype F3B «Beep Beep» Mer 4 Sep 2013 - 12:40 | |
| Hello Jean,
Le travail en équipe amène des débats... Effectivement, nous avons hésité longtemps entre faire un moule puis le multiplier ou faire 3 moules PMMA pour avoir plus rapidement de l'indépendance car nous somme tous éloignés. Nous avons aussi hésité entre faire un positif puis les moules. Beaucoup avaient confiance dans le PMMA pour au moins les prototypes et plus si ça fonctionne durablement (notre seule réelle inquiétude).
Après, il y avait les budgets et les plannings. Le fraisage se voulant "répétitif", il n'y avait pas de réel surcoût à viser 3 moules PMMA par rapport à un master PMMA et deux ou trois moules sérieux en fibre ... Car il y a aussi beaucoup de matière dans un vrai moule pour pas mal de pièces.
Personnellement, j'étais entre deux car l'idée de pouvoir faire vite des protos avant de décider si on refaisait des moules classiques avait des avantages (pas d'obligation de poursuivre si les protos fonctionnaient mal ou avaient des soucis, possibilité de refraiser dans les mêmes moules etc)
Enfin, quand notre dessinateur en chef (Loic) avait le créneau, il a bien fallu lui dire s'il bossait en positif ou pas...
Je trouve sympa l'idée de jouer d'abord puis de profiter de faire un master pour enlever les quelques défauts "en bosse" sur le master pour que le moule final soit parfait.
Rien de tout cela n'est très important car nous irons au bout de toute façon.
Nous travaillons en parallèle et ensemble et je ne rencontre pas les problèmes qu'à eu Laurent de son côté. Ca devrait donc aller chez moi et nous ferons les choix des meilleurs compromis après toutes les surprises que nous aurons eu.
Il y a aussi pas mal d'émulation sur les produits et les techniques et tant que ça fonctionne, c'est bien d'essayer différentes choses. Les protos vont dans tous les cas valider la forme, l'absence d'écarts sur les plans de joint, les épaisseurs de semelles de longerons, le bon fonctionnement des outillages (mandrins) ...
On est sur du moyen/long terme et on ne fait pas la course. Si nous avons des machines en début de saison (Mars,Avril), ce sera "juste bien".
La multiplication des petits pains attendra un peu quoi que devrions arriver à libérer des moules un peu avant car nous ne faisons pas que ça.
Merci pour les encouragements | |
|
| | |
arno sourisse
pilote d'or
Nombre de messages : 838
Age : 55
Localisation : Baden
Date d'inscription : 10/04/2009
| | Sujet: Re: En préparation chez nous: Projet de monotype F3B «Beep Beep» Mer 4 Sep 2013 - 16:34 | |
| je suis super étonner , le stab double carbone rhoacel( 32 gr)avec les plots de centrage n' est pas plus lourd que le balsa carbone verre aucune différence de poids le model balsa est juste un tout petit peux plus souple a la pression entre les doigts mais il est indéformable comme le double carbone il se pourrais que l' on est une bonne recette pour du béton volent . et il y a encore possibilité de faire plus leger 2 ou 3 gr pas plus  " /> lo  " />urd pour le démoulent ont n' utilise pas de PVA c' est le Bigood, Laurent et moi c' est de l' agent liquide que l' ont utilise j'ais subis de l' accroche avec la cire (c' est connu dans le milieu des moulistes) | |
|
| | |
LaurentP
pilote d'or
Nombre de messages : 1179
Age : 49
Localisation : PARIS
Date d'inscription : 16/09/2008
| | Sujet: Re: En préparation chez nous: Projet de monotype F3B «Beep Beep» Mer 4 Sep 2013 - 22:34 | |
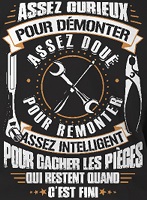
| Fourreaux de clés d'aile (4 du fait que nous utilisons 2 clefs) ainsi que les 2 soutes à ballast:  Les fourreaux de clef d'aile sont réalisés avec une chaussette carbone diamètre 45mm 240g/m2 de chez Polyplan Composites (ça prend bien la forme). Ca ma parait un peu léger surtout sur les flancs pour que ça résiste bien en cas de choc notamment pour le fourreau avant. A la base je voulais utiliser du kevlar mais j'ai pu constater que les planeurs du commerce utilisaient du carbone. Les soutes à ballast sont réalisées avec une chaussette kevlar diamètre 15mm 320g/m2 de chez Polyplan Composites. | |
|
| | |
LaurentP
pilote d'or
Nombre de messages : 1179
Age : 49
Localisation : PARIS
Date d'inscription : 16/09/2008
| | Sujet: Re: En préparation chez nous: Projet de monotype F3B «Beep Beep» Jeu 5 Sep 2013 - 18:26 | |
| Après de longues réflexions et observations et grâce aussi à vos messages sur le forum je pense avoir compris ce qu’il s’est passé sur ces fameux intrados.
Ayant commencé à stratifier les intrados assez tardivement dans la journée, la polymérisation n’a pas commencé de suite. Le lendemain matin après avoir passé la nuit avec une température ambiante aux alentours de 15°C, nous constatons que la résine est molle dans le pot de résine restante.
Nous commettons alors la première erreur qui est de sortir les moules au soleil alors qu’il fait chaud. Je me souviens avoir touché le moule au bout d’une heure au soleil et c’était presque brulant. Je pense que c’est à ce moment que la dilatation du PMMA et le fait que la résine ne soit pas complètement prise ont fait que les tissus se sont déformés en faisant tout bouger.
Après quelques heures nous remettons les moules à l’intérieur et décidons d’ouvrir le sac (et donc de retirer le vide) pour voir sachant que dans le pot, la résine est alors dure.
C’est alors que nous commettons la 2ème erreur. Nous croyons que la résine dans le moule est encore poisseuse alors qu’en fait il s’agit de la plastiline qui a beaucoup chauffé et qui a répandu un liquide collant aux alentours de l’endroit où nous avons ouvert pour tâter les tissus. A ce moment, la peau se décolle à un endroit du fait de l’exposition préalable au soleil. Nous remettons sous vide pensant que la résine n’est pas encore sèche. Dans la nuit, nous pensons qu’elle n’est pas sèche car elle doit potentiellement être mise sous étuve (alors que normalement au bout de 24h à température ambiante elle est déjà dure même si la polymérisation n’est pas terminée). Nous commettons alors la 3ème erreur qui est de mettre sous étuve à 60°C ce qui va remettre un coup de dilatation dans le moule et qui ne va rien arranger au niveau démoulage même si à mon avis le mal était déjà fait dès que les moules ont été exposés au soleil.
Ces explications concordent aussi avec les résultats de Sylvain (qui n’a pas constaté de problème particulier sur son moule et notamment pas de décollement). Sylvain travaille dans un endroit où les variations de température sont faibles et sans étuver.
Si ces hypothèses sont vérifiées, j’ai quelques espoirs concernant les extrados car ils n’ont pas été mis au soleil et la mise sous étuve a été faite au bout de 24h alors que la résine devait être déjà dure (nous avions stratifié les extrados en début de journée et il faisait chaud ce jour là). Je verrai bien si la mise sous étuve (à 50°C seulement cette fois) a juste engendré un décollement ou si les tissus se sont aussi mis en vrac comme sur les intrados.
Pour la suite, je vais donc quand même essayer de fermer un coté (un seul pour voir). Il va donc falloir que je re-stratifie un intrados cette fois-ci sans étuver et je verrai bien comment ça sort. Si c’est OK j’attaquerai l’autre aile et sinon je jetterai l’extrados restant comme j’ai pu le faire pour les 2 intrados.
J’ai quand même pu faire des mesures d’épaisseur notamment au niveau des semelles de longeron et ça correspond bien à mes calculs. Il devrait tout juste y avoir la place de caser les fourreaux mais ça devrait être juste comme il faut.
Je crois avoir compris et ça me redonne le moral. Merci à tous pour votre soutien et vos conseils avisés. | |
|
| | |
jean stephan
Pilote pro
Nombre de messages : 200
Age : 87
Localisation : arc-les-gray
Date d'inscription : 20/12/2008
| | Sujet: bip bip en préparation chez nous Ven 6 Sep 2013 - 12:09 | |
| bonjour les moulistes du soleil comme dit la chanson de ????? "ça avance,ça avance" . Arnaud tes stabs sont super, bravo, tu vas étre obligé de les sortir en série pour équiper tous les "bip-bip" non je déconne.....mais qui sait......... Laurent et Rudy vous allez résoudre les ennuis de début sans probléme ( la prochaine fois commander le soleil la veille...............je déconne encore.)  Sylvain ne te laisse pas devancer par les jeunos,( la sieste seulement aprés la réusssite finale....déconne toujours )  bref BIP BIP bientot voler pour laurent: boite a clé tissu verre 163gr, 2 tours, ligature méche kevlar, puis mis dans chaussette carbone qui reprends le longeron. ce que nous faisons jusqu'a présent.    
Dernière édition par jean stephan le Sam 7 Sep 2013 - 11:21, édité 1 fois | |
|
| | |
sylvain
pilote d'or
Nombre de messages : 2809
Age : 71
Localisation : leguevin
Date d'inscription : 07/11/2007
| | Sujet: Re: En préparation chez nous: Projet de monotype F3B «Beep Beep» Ven 6 Sep 2013 - 14:22 | |
| Hello Jean,
Je fais dans le diesel et je n'attaque pas "à froid". La prochaine session sera après le 15 septembre. Peut-être que j'avancerai quelques bricoles d'ici là mais la prochaine étape sur les ailes mérite de l'attention et j'attends d'avoir au moins 4 heures devant moi pour y aller. On peut faire plus vite mais je risque de faire les mauvaises impasses. Viser fin septembre reste un objectif qui va bien. D'ici là, peut-être qu'Arnaud sera revenu dans la course mais priorité au boulot et à la famille ... Tant que les machines sont prêtes pour la saison prochaine, ça reste bon ... Je me prévois de quoi faire la deuxième: même si le proto est OK, on fera toujours mieux une fois rodés. | |
|
| | |
rudy jdmodel
pilote d'or

Nombre de messages : 1752
Age : 60
Localisation : la rochelle
Date d'inscription : 22/01/2009
| | Sujet: Re: En préparation chez nous: Projet de monotype F3B «Beep Beep» Ven 6 Sep 2013 - 14:34 | |
| et rassurez vous je suis toujours dans la course. meme si ce n'est que pour voler en loisir. | |
|
| | |
Contenu sponsorisé
| | Sujet: Re: En préparation chez nous: Projet de monotype F3B «Beep Beep» | |
| |
|
| | |
| | En préparation chez nous: Projet de monotype F3B «Beep Beep» | |
|


